In April 2024, a mineral water producer from the Sultanate of Oman contacted us. With the continuous rise in health awareness among Omani consumers and the booming tourism industry, the country’s bottled water processing market is experiencing steady growth. The client’s production capacity was no longer sufficient to meet the growing market demand, creating an urgent need to introduce a modern, fully automated mineral water production line to significantly increase output.
The client’s requirements were very clear: they needed a fully automated production line covering bottle blowing, three-in-one filling, labeling, inspection, and heat-shrink packaging, with a speed of no less than 7,200 bottles per hour (BPH), capable of stable operation under Oman’s hot climate conditions.
Customer Pain Points
Through in-depth discussions, we identified the following core pain points faced by the client:Production capacity bottlenecks. The existing semi-automatic production line was inefficient and unable to meet the growing demand for large-volume orders from supermarkets, hotels, and the catering channels.
Equipment Compatibility Issues. The Omani market demands PET bottles in a wide range of sizes, from 350ml to 1.5L, requiring a flexible production line capable of quickly switching between bottle types.
Climate Adaptation Challenges. Oman’s hot and humid environment places stringent demands on electrical control systems and mechanical stability. With summer temperatures reaching up to 50°C, the equipment must feature superior heat dissipation design and high-temperature resistance.
Operational cost optimization. The client aims to increase production capacity while reducing water consumption, energy consumption, and labor costs, all while complying with Oman’s increasingly stringent sustainability regulations.
After-sales service assurance. The client is concerned that imported equipment may not receive timely professional repair support in the event of a malfunction overseas, which could disrupt production continuity.
Solution
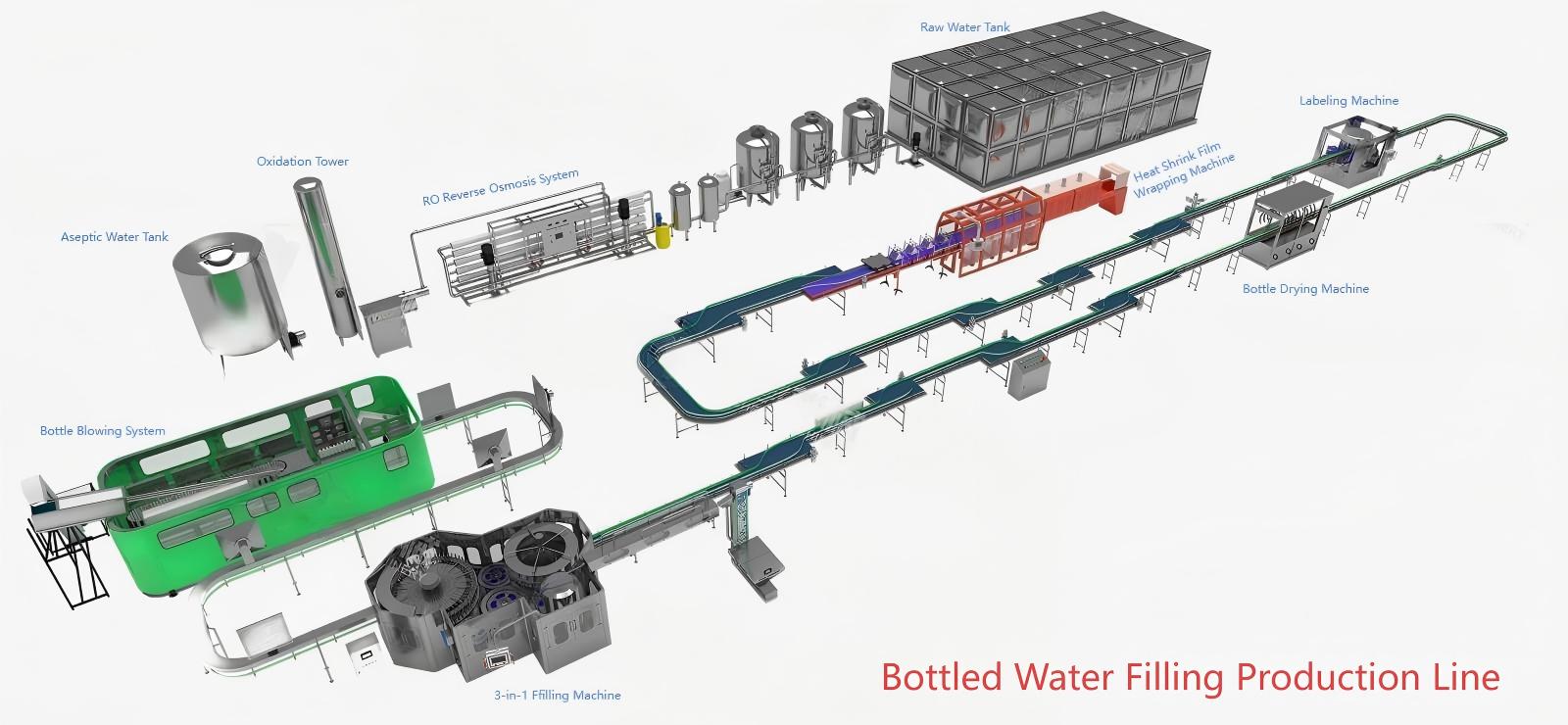
Based on the customer’s specific requirements, we have designed a comprehensive turnkey solution:Bottle Blowing Unit: Utilizes a fully automatic PET bottle blowing machine capable of processing lightweight preforms ranging from 8g to 15g, and is compatible with both lightweight eco-friendly bottle designs and standard bottle designs. An automatic preform sorting system, combined with a high-speed heating oven, ensures uniform preform heating, resulting in bottles with high transparency and consistent wall thickness.
Filling Module: The core equipment features an integrated rotary rinsing-filling-capping design with built-in UV sterilization. It achieves a filling accuracy of ±1 mm and incorporates a drip-free design to ensure bottle mouth hygiene. The capping head is equipped with a torque-adjustable control system, perfectly accommodating the diverse cap specifications of the Omani market.
Labeling Unit: Equipped with a fully automatic hot-melt labeling machine, it supports circumferential labeling on PET bottles, offers fast changeover speeds, and ensures strong label adhesion.
Inspection System: The in-line vision inspection system performs real-time monitoring of fill level, capping quality, and label positioning, automatically rejecting non-conforming products.
Heat Shrink Film Packaging Machine: The fully automatic shrink wrapper packages rows of bottles in shrink film. The PE film shrinks uniformly and neatly, facilitating storage and transportation.
Customized Adaptations: Considering Oman’s climate, all electrical control cabinets are equipped with high-efficiency cooling systems to ensure stable operation in high-temperature environments. Additionally, a water recirculation system has been installed to significantly reduce water consumption.
Line Integration: The PLC control system enables automated coordination across the entire production line. Seamless coordination between equipment ensures a smooth production process, significantly boosting production efficiency.
Related Video: Bottled water production line
Customer Value
Increased Production Capacity. With a stable bottling speed of 7,200 bottles per hour (BPH), the customer has doubled its daily production capacity, effectively supporting its market share expansion in the Middle East.Reduced Operating Costs. The fully automated design significantly reduces manual operations, while the water recirculation system cuts water consumption by over 20%, resulting in a notable decrease in overall operating costs.
Quality Assurance. The in-line inspection system ensures the filling accuracy and capping quality of every bottle, raising the customer’s product pass rate to over 99.5%.
Applicable Object
This fully automated mineral water production line is ideal for the following groups:1. Investors in the beverage industry planning to build or expand a bottled water production facility
2. Existing mineral water producers looking to upgrade from semi-automated to fully automated production lines
3. Export-oriented companies seeking to establish bottled water production capacity in high-growth markets such as the Middle East and Africa
4. Overseas customers requiring customized turnkey solutions to accommodate specific climatic conditions
Key pain points addressed
Challenge 1: Insufficient production capacity. With a highly stable bottling speed of 7,200 bottles per hour (BPH), it meets the mass production needs of medium-sized and larger bottled water manufacturers.Challenge 2: Equipment instability. The fully automated control system, combined with core components certified to European CE standards, ensures smooth operation with a failure rate below the industry average.
Challenge 3: High operating costs. Featuring integrated water recycling and energy-saving designs, water and electricity consumption are significantly lower than traditional equipment, and labor costs are substantially reduced.
Challenge 4: Inability to withstand high-temperature environments. The cooling system and sealing design have been specially optimized for hot regions such as the Middle East and Africa, extending the lifespan of electrical components and ensuring more reliable operation.
Challenge 5: Lack of after-sales service support. Professional engineers are involved throughout the installation, commissioning, and on-site training processes, and provide long-term remote technical support, eliminating any concerns for customers.
Why Choose Union Machinery?
Customized Solutions, Addressing Pain Points: We go beyond selling individual machines, dedicating ourselves to selecting the most suitable production line solutions for each client to meet their unique requirements.Transparent Technology, Building Trust: We provide detailed machine videos so clients can “see for themselves,” reducing concerns associated with cross-border procurement.
Global Service, Worry-Free Support: We welcome worldwide clients to visit our factory and provide timely, efficient global after-sales support, ensuring procurement without concerns.
International Certification: The equipment complies with international standards such as CE and ISO, and has been exported to 50+ countries and regions worldwide.
Extensive Experience, Comprehensive Range: With 12+ years of R&D and manufacturing expertise in food packaging and fruit/vegetable processing equipment, our diverse product line meets diverse needs—from standalone machines to complete production lines.
Cost-Performance Advantage: Compared to similar equipment from Europe, offers the same performance but with more competitive pricing options.
Prepare for Your Next Success Story
The global mineral water market is growing at a steady pace, and the trend of automation upgrade is clear. Whether you are in the Middle East, Southeast Asia, Europe, Oceania, the Americas, or Africa, if you are also seeking to enhance packaging efficiency, improve product appearance, and reduce long-term operating costs, Union Machinery's mature technology and project experience will be your ideal choice.
Contact us immediately to obtain free consultation and scheme assessment for your production line, and embark on your packaging automation upgrade journey.
Union Machinery, A global leader in food packaging, committed to enhancing customer competitiveness through innovative machinery. Complete export certification and 100% on-time project delivery rate.
Union Machinery —— Make every bottle of mineral water a quality guarantee!
Product List
HOT PRODUCT





